Features
- Single flute design for faster feed rates
- Cutter geometry optimized for chip clearance
- Tips designed for plunge cutting
- Can be resharpened
Specifications
| Model Number | 85091 |
| Shank Inch | 1/4 |
| Diameter D Inch | 1/16 |
| Working Length L Inch | 1/8 |
| Pack Quantity | 1 |
| Upc | 0000346048261 |
Related Tools



Related Articles

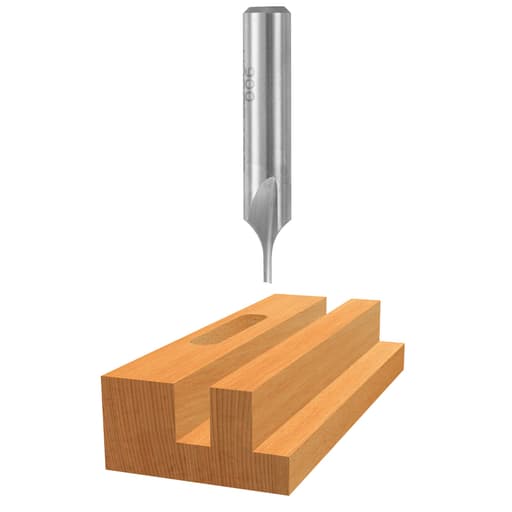
Single-flute straight router bit made from high-speed steel. The cutter geometry is intended to aid chip clearance and the tip is shaped for plunge cutting. The single-flute configuration supports higher feed rates and the bit can be resharpened for extended use.
Bosch High-Speed Steel 1-Flute Straight Bit Review
Why I reached for this tiny single-flute bit
There are jobs where a standard 1/4" or 1/8" spiral just won’t fit the brief—purfling grooves, fine inlay channels, narrow slots, and tiny lettering come to mind. For those, I’ve been using Bosch’s single‑flute straight bit in the 1/16" size. It’s a small cutter on a full 1/4" shank, with a plunge‑capable tip and a high‑speed steel body. It isn’t a flashy, do‑everything bit, but in the right materials and with the right technique, it’s a precise little tool that earns its keep.
Design and geometry
Size and proportions: The cutter is 1/16" in diameter with a working length of 1/8". That’s a short stick of steel—good for stiffness at this diameter—but it also means you need to be mindful of cutting depth. The 1/4" shank gives you a solid grip in the collet, which helps limit runout, especially important with such a small tip.
Single flute: One cutting edge means one big gullet. Chip evacuation is excellent for the size, and the bit tolerates higher chip loads than a multi‑flute design of the same diameter. On a small bit, that translates to less rubbing and less heat if you set your feeds correctly.
Straight flute: This is not a spiral. Straight flutes provide neutral chip direction—handy when you don’t want the bit to pull itself upward like an upcut can—but they don’t shear fibers like a spiral. Tear‑out can be more noticeable in difficult grain unless you dial in your passes.
Plunge tip: The geometry at the tip handles straight plunges. With a 1/16" diameter, I still prefer shallow ramp entries for tool life, but the tip lets you start a slot exactly where you intend without a separate pilot hole.
Material: High‑speed steel (HSS) is tougher and less brittle than carbide. It’s forgiving if you accidentally introduce a touch of lateral load—and at this diameter, that matters. The trade‑off is wear. HSS loses its edge faster, especially in abrasive sheet goods.
Setup matters more than usual
With a cutter this small, little mistakes become big problems.
Minimize stickout: Seat the shank deep in a clean, well‑sized 1/4" collet, and leave only what you need for the 1/8" cutting length. Less stickout equals less deflection.
Check runout: Even a small wobble will show up as a chattery cut and a fragile edge. If you don’t have a dial indicator, a light test pass in scrap will tell you plenty.
Speed and feed: Resist the instinct to max out the RPM. For hardwoods, I had good results around 18,000–22,000 RPM with a feed rate that yields a chip load in the 0.001"–0.002" range. Translated, that’s roughly 18–40 inches per minute on a CNC, or a steady, deliberate push if you’re using a trim router with a fence or guide. For plastics, reduce RPM to 12,000–16,000 and keep the feed up to avoid melting. For soft aluminum, keep RPM moderate and use a light lubricant.
Depth of cut: Start at 0.02"–0.04" per pass in hardwoods; 0.01"–0.02" in aluminum; up to 0.05" in softer woods if the cut stays clean. Treat 1/8" as the absolute maximum depth, but most precise work will happen in shallower increments.
In wood: precise, with caveats
On maple, walnut, and cherry, the bit produced crisp, narrow channels with clean walls. The single flute cleared chips efficiently, so I could keep moving without scorching. I used it for fine inlay channels and delicate lettering; the results were sharp enough to accept resin or veneer without extra cleanup.
Two tips improved the finish:
- Climb‑cutting very shallow finishing passes reduced fuzz in tricky grain.
- Masking tape or a light coat of sanding sealer on plywood before cutting minimized tear‑out along the top veneer.
In plywood, expect slightly more fuzz along cross‑grain edges compared to a down‑shear spiral. A quick pass with a sharp chisel or a nylon abrasive brush cleaned up the edges.
MDF is where HSS shows its limits. The bit cut accurately, but edge life dropped faster than in hardwood. If MDF or other abrasive composites are your primary workload, a carbide spiral is the better investment.
In plastics: this is where it shines
Acrylic and polycarbonate are friendly to this geometry. The single flute evacuates large chips, and the HSS edge stays sharp enough to slice rather than rub. Running at mid‑range RPM with a brisk feed, I was able to produce glossy‑walled slots without melt‑back. The plunge tip made starting cuts simple, but I still favored ramping to reduce localized heat at the entry point. For thin stock, backing it with MDF improved support and surface finish.
In aluminum: possible, but stay conservative
Cutting soft aluminum (6061) with a router isn’t everyone’s cup of tea, and you need to be cautious. That said, a single‑flute HSS bit is a sensible choice if you’re going to try it. The large gullet reduces chip welding, and the tougher HSS tolerates minor chatter better than a brittle micro‑carbide.
The recipe that worked for me: modest RPM (12,000–16,000), light passes (0.01"–0.02"), and a swipe of cutting wax or a spritz of WD‑40 for lubricity. Secure workholding and stable feed are non‑negotiable. Expect a functional edge finish rather than a cosmetic one.
Plunge cutting and slotting
The plunge‑capable tip is the feature that separates this bit from many small spirals. I’ve used it to drop into exact start points for narrow slots—for example, installing fine purfling or routing wire chases in instrument work. Plunges were controlled and predictable, provided I kept to shallow step‑downs (0.02"–0.03"). For deep slots, a short helical ramp is still kinder to the tool and leaves a smoother wall.
Accuracy and breakage resistance
A 1/16" bit is always vulnerable, but this one handles lateral loads better than expected. The combination of a short cutting length and a full 1/4" shank limits deflection. As long as I kept feed steady and avoided prying in corners, breakage wasn’t an issue. I did notice that pausing in the cut with the tool spinning increases the risk of heat buildup and dulling; keep it moving, or lift clear if you need to stop.
Edge life, sharpening, and value
HSS is resharpenable, and the single‑flute geometry makes that feasible. In practice, two realities apply:
- At this small diameter, DIY touch‑ups with a fine diamond card on the face can restore performance once or twice if you’re careful not to alter the rake.
- Professional sharpening is possible but may approach the cost of replacement, depending on local services.
In hardwoods and plastics, I got a respectable amount of work done before noticing a decline in finish quality and increased cutting temperature. In MDF, life is shorter. If you mostly cut clean hardwoods and plastics, the combination of initial sharpness and the ability to give it a careful touch‑up is a plus.
Straight vs spiral: choosing intentionally
Compared to a 1/16" upcut or downcut spiral (usually carbide), here’s how this bit stacks up:
Pros:
- Excellent chip clearance at small diameters
- Plunge‑capable tip for precise starts
- Tougher material that’s less brittle than carbide
- Often better in plastics and acceptable in soft metals with proper technique
Cons:
- Less shear, so more potential for fuzz or tear‑out in some woods
- Shorter edge life in abrasive materials vs carbide
- Requires careful speed/feed management to avoid heat
If you’re doing a lot of detailed work in plywood or MDF and you want pristine edges with minimal cleanup, a down‑shear carbide spiral will beat this bit on finish and longevity. If you need plunge starts, clean slots in acrylic, or a resilient cutter for delicate wooden inlays, this single‑flute HSS design makes sense.
Best use cases
- Fine inlay channels and purfling grooves
- Narrow slots and lettering in hardwoods
- Acrylic and polycarbonate slotting without melting
- Occasional careful use in soft aluminum for light fabrication
- CNC work where feed and RPM can be dialed in precisely
- Trim‑router tasks with templates or fences, where plunge starts matter
Final thoughts and recommendation
This Bosch single‑flute bit is a small, purpose‑built cutter that rewards good setup and disciplined technique. It offers precise, controllable plunge cuts and strong chip evacuation in a tiny 1/16" package, with the toughness of HSS to weather the inevitable bumps that come with fine detail work. It’s not the longest‑lasting option in abrasive sheet goods, and it won’t match a down‑shear spiral for tear‑out control, but in hardwoods and plastics it produces clean, accurate results and is forgiving to use.
I recommend this bit for woodworkers and makers who regularly cut fine details, especially in hardwoods and plastics, and who value a plunge‑capable, resilient tool in this diameter. If your workload is dominated by MDF, plywood, or you demand maximum edge life with the cleanest possible top surface, consider a carbide spiral alternative. For the intended tasks, though, this bit has earned a spot in my small‑diameter kit.
Project Ideas
Business
Thin-Sheet Control Panels & Labels
Offer custom switch panels, instrument faceplates, and ID tags in 1/16–1/8 in. acrylic or ABS. The single-flute bit gives burr-free edges and supports higher feed rates for small-batch production with crisp text and cutouts.
Luthier Channel Routing Service
Provide precision routing for rosettes, purfling lines, and binding prep. The 1/16 in. bit width fits common decorative strips, and the plunge tip enables tidy starts/stops for repair and new-build work.
Fine Inlay Personalization
Personalize cutting boards, knife scales, and keepsake boxes with micro inlay pockets for metal powder, crushed stone, or resin. The resharpenable bit keeps tooling costs low for repeat orders and wholesale partnerships.
Filigree Jewelry & Ornament Blanks
Produce intricate cutouts in thin hardwoods or laminates for earrings, pendants, and ornaments. Internal features are easy thanks to plunge cutting, and the narrow kerf allows delicate filigree patterns that sell well in craft markets.
Micro-Slot Prototyping for Makers
CNC small slots, vents, and wire channels in thin Delrin, HDPE, or nylon for robotics and electronics enclosures. Market to local makerspaces and startups needing quick-turn functional prototypes in ≤ 1/8 in. stock.
Creative
Veneer Monogram Inlays
Use the 1/16 in. bit to plunge and pocket ultra-fine monogram letters or line art into wood veneer or thin hardwood. The single flute clears chips cleanly in shallow cuts (≤ 1/8 in.), perfect for crisp channels you can fill with contrasting wood, metal powder, or tinted resin.
Instrument Purfling & Rosette Channels
Route narrow, consistent purfling lines and rosette rings on guitars, ukuleles, and violins. The bit’s plunge tip lets you start cleanly inside the work, and the 1/16 in. diameter matches common decorative strip widths for tidy, repeatable tracks.
Miniature Model Joinery
Create micro slot-and-tab joints, window mullions, and fine grooves in thin plywood, basswood, or styrene for architectural and scale models. The short 1/8 in. cutting length keeps deflection low for precise, delicate features.
Edge-Lit Acrylic Micro-Etch Art
Engrave tight line patterns and dotted textures in 1/16–1/8 in. acrylic that glow when edge-lit with LEDs. The single-flute geometry reduces melting and produces bright, clean edges ideal for light diffusion.
Puzzle Box Secret Channels
Mill hidden pin tracks, detent grooves, and sliding keyways in thin panels for mechanical puzzle boxes. Plunge-cut to start internal paths and keep them discreet with the narrow 1/16 in. kerf.